
汽车一体化压铸行业研究:降本增效,行业浪潮将至
(报告出品方/作者:民生证券,邵将、郭雨蒙)
核心观点:
新能源续航需求加速轻量化,打开铝合金市场空间。新能源三电增加车重、降低续航,带来轻量化需求。铝合金的性能、密度、成本和可加工性等综合优势突出,是现阶段最佳的轻量化材料之一。车用铝合金以压铸工艺为主,目前底盘、车身、刹车系统等用铝转化比率较低,2030年单车铝合金用量相较于2021年有望翻倍增长,假设用铝单价不变,结合我们的汽车销量测算,得到2025年国内汽车用铝量有望达653万吨,汽车铝合金市场规模有望达2610亿元,较2021年增长67%,新能源渗透率提升拉动铝合金市场规模快速增长。
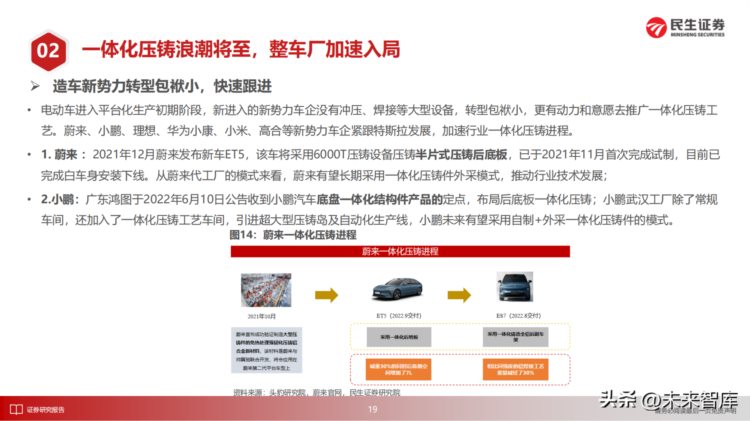
一体化压铸浪潮将至,整车厂加速入局。一体化压铸降本增效明显,特斯拉Model Y采用一体式压铸后底板总成,可将下车体总成重量降低30%,制 造成本下降40%;2022 年 3 月末,特斯拉表示柏林超级工厂一辆 Model Y 的完整生产周期仅 10 小时,生产效率大幅提升。未来一体压铸产品有望从 后底板拓展至前舱、前底板+电池托盘(三电壳体有望通过CTC车身一体化等技术进一步减重)等零部件,单车价值量有望提升至万元。除特斯拉外,布 局一体化压铸的企业包括:1)蔚来、小鹏、理想、华为小康、小米、高合等新势力车企;2)沃尔沃、大众、 奔驰、福特等国际车企;3)长城、长 安、一汽、吉利、东风等自主品牌。结合压机引进时间及20万以上车型一体化压铸技术布局情况来看,我们预计2024年有望迎来一体化压铸车型上市热 潮,行业渗透率有望快速提升。
一体化压铸上游壁垒较强,中游先行者先发优势明显。一体化压铸件相比普通压铸件体积更大、形状更复杂,需采用超大型压铸机、定制化模具、免 热处理铝合金材料,同时在生产中需对真空环境、压射、冷却等环节严格把控,全流程品控与稳定性要求较高的know how,具有较高的技术壁垒。短期来看,各压铸企业前期持续投入,资本开支较大,良率 受材料、模具、压机设备等因素限制,文灿作为先发企业,不断积累经验,迭代工艺,具备较强的先发优势;中期来看,随着一体化压铸产业链中游标 的的激增,行业竞争逐步加剧,技术/客户有望助力压铸企业破局,利好瑞鹄模具等压铸企业;长期来看,一体化压铸技术较为成熟,头部压铸企业全球 市场份额进一步提升,部分自主品牌整车厂有望参与中游生产,行业形成千亿市场规模。
1、新能源续航需求加速轻量化,打开铝合金市场空间
新能源三电增加车重、降低续航,带来轻量化需求
从燃油车角度来看,汽车的平均油耗与整车质量呈正相关,据研究数据,汽车重量每减轻10%,最多可实现节油5-10%;汽车整备质量 每减少100千克,百公里油耗可降低0.3-0.6升。从新能源车角度来看,续航能力是限制当前新能源汽车发展的重要因素,三电增加车重 影响续航里程,带来轻量化需求。
铝合金是现阶段最佳的轻量化材料之一,车用铝合金以铸造工艺为主
铝合金的性能、密度、成本和可加工性等综合优势突出,是现阶段最佳的轻量化材料之一。车用铝合金以铸造工艺为主,占比达77%, 压铸工艺效率高且适用于复杂结构零件,应用较为广泛,压铸铝合金制品在汽车用铝中约占54%~70%。铝压铸件广泛分布在汽车的 动力、传动、三电、底盘等系统。与燃油车相比,电动车在车身、底盘结构件上更加积极采用铝合金压铸件。车身结构件涉及产品主要 包括后纵梁,A、B、C、D柱,前、后减震器,左、右底大边梁和防火墙、后备箱底板等。
底盘、车身目前用铝转化比率较低,2030年单车铝合金用量有望翻倍增长
目前底盘、车身、刹车系统等用铝转化比率较低,据CM GROUP分析,2021年燃油车与新能源车的单车用铝量分别为145kg和 173kg,工信部《节能与新能源技术路线图》提出我国 2025/ 2030 年单车用铝量目标为 250kg/辆和 350kg/辆,2030年单车铝合金 用量相较于2021年有望翻倍增长。
新能源渗透率提升拉动铝合金市场规模快速增长
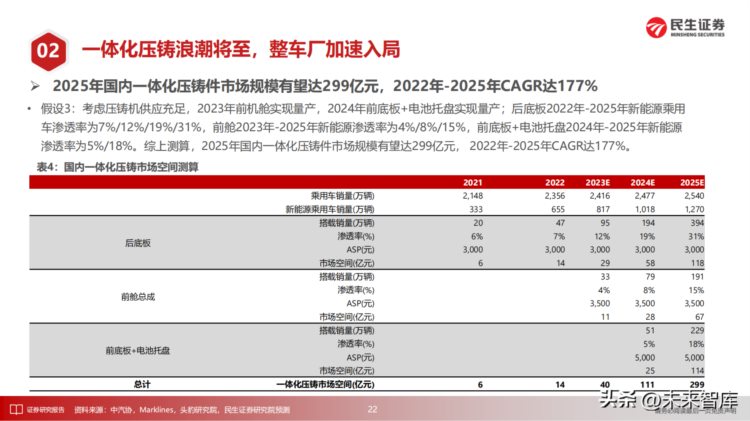
假设用铝单价不变,结合我们的汽车销量测算,得到2025年国内汽车用铝量有望达653万吨,汽车铝合金市场规模有望达2610亿元, 较2021年增长67%,新能源渗透率提升拉动铝合金市场规模快速增长。
2、一体化压铸浪潮将至,整车厂加速入局
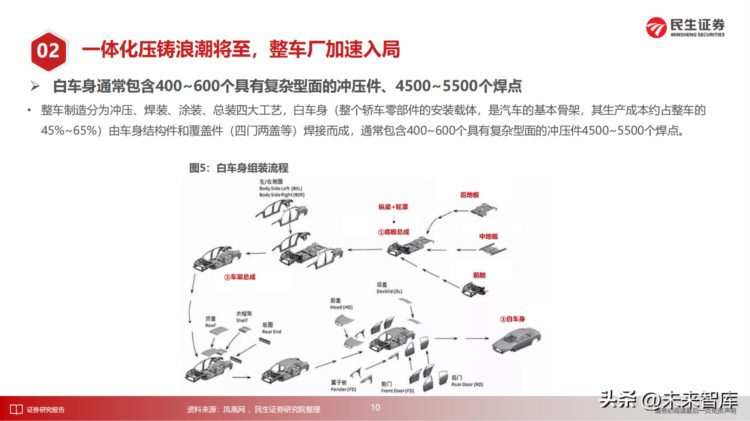
白车身通常包含400~600个具有复杂型面的冲压件、4500~5500个焊点
整车制造分为冲压、焊装、涂装、总装四大工艺,白车身(整个轿车零部件的安装载体,是汽车的基本骨架,其生产成本约占整车的 45%~65%)由车身结构件和覆盖件(四门两盖等)焊接而成,通常包含400~600个具有复杂型面的冲压件4500~5500个焊点。
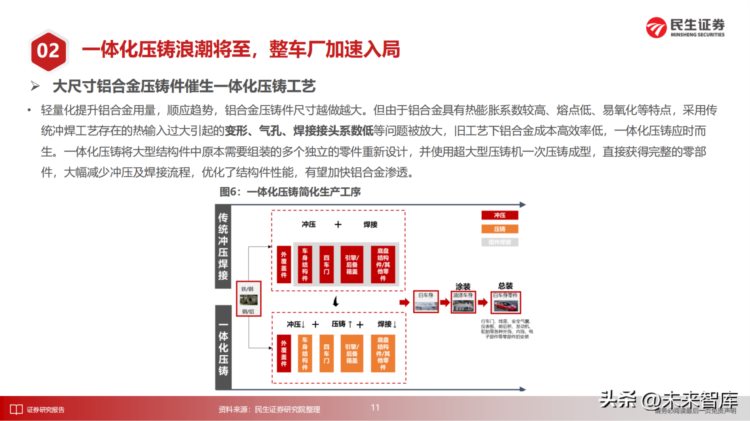
大尺寸铝合金压铸件催生一体化压铸工艺
轻量化提升铝合金用量,顺应趋势,铝合金压铸件尺寸越做越大。但由于铝合金具有热膨胀系数较高、熔点低、易氧化等特点,采用传 统冲焊工艺存在的热输入过大引起的变形、气孔、焊接接头系数低等问题被放大,旧工艺下铝合金成本高效率低,一体化压铸应时而 生。一体化压铸将大型结构件中原本需要组装的多个独立的零件重新设计,并使用超大型压铸机一次压铸成型,直接获得完整的零部 件,大幅减少冲压及焊接流程,优化了结构件性能,有望加快铝合金渗透。
特斯拉一体化压铸降本增效优势明显,生产效率大幅提升
2020年9月22日,马斯克在特斯拉电池日发布会上提出了一体化压铸的概念,表明特斯拉Model Y将采用一体式压铸后底板总成,可将 下车体总成重量降低30%,制造成本下降40%。2021 年 10 月柏林超级工厂开放日上,特斯拉表示每隔 45 秒即可生产一辆 Model Y 车身,2022 年 3 月末,特斯拉表示柏林超级工厂一辆 Model Y 的完整生产周期仅 10 小时,生产效率大幅提升。
一体化压铸应用范围持续拓宽,ASP有望提升至万元
特斯拉得州奥斯汀工厂 2022 年一季度财报显示,该工厂在后底板的基础上,增加了前地板(前纵梁)的一体化压铸,将前后底板的零 部件数量从 171 个减少至 2 个,焊点数量减少了1600+个。2021年特斯拉在德国柏林工厂开放日上表示:计划用 2-3 个大型压铸件取 代原有的 370 个单体零件,组成下车体总成,重量将进一步降低10%,续航将增加14%。随着一体压铸工艺的成熟,一体压铸产品将 从后底板产品拓展到前舱、中底板、电池托盘等相关零部件,单车价值量有望提升至万元 。
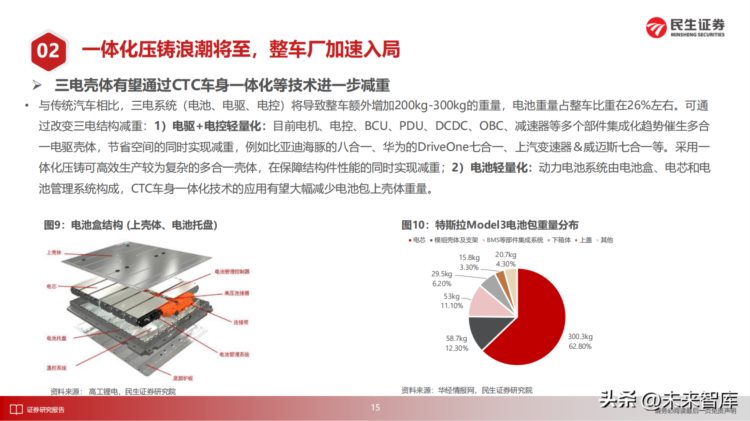
三电壳体有望通过CTC车身一体化等技术进一步减重
与传统汽车相比,三电系统(电池、电驱、电控)将导致整车额外增加200kg-300kg的重量,电池重量占整车比重在26%左右。可通 过改变三电结构减重:1)电驱+电控轻量化:目前电机、电控、BCU、PDU、DCDC、OBC、减速器等多个部件集成化趋势催生多合 一电驱壳体,节省空间的同时实现减重,例如比亚迪海豚的八合一、华为的DriveOne七合一、上汽变速器&威迈斯七合一等。采用一 体化压铸可高效生产较为复杂的多合一壳体,在保障结构件性能的同时实现减重;2)电池轻量化:动力电池系统由电池盒、电芯和电 池管理系统构成,CTC车身一体化技术的应用有望大幅减少电池包上壳体重量。
电池结构的演变可分为模组标准化(电芯-模组-电池包)、CTP(大模组、去模组化)、CTC/CTB(电池底盘、车身一体化)三个阶 段。电池结构集成化、一体化成为必然趋势,一体化压铸技术可将前车身、底盘电池包和后车身等多个部分直接压铸成车身。马斯克曾 表示,采用了CTC电池技术后,配合一体化压铸技术,可以节省370个零部件,为车身减重10%,每千瓦时电池成本降低7%,也能做到 更强的密封性。一体化压铸有望助力CTC技术落地,大幅降低电池包重量。
特斯拉引领行业发展,整车厂加速入局
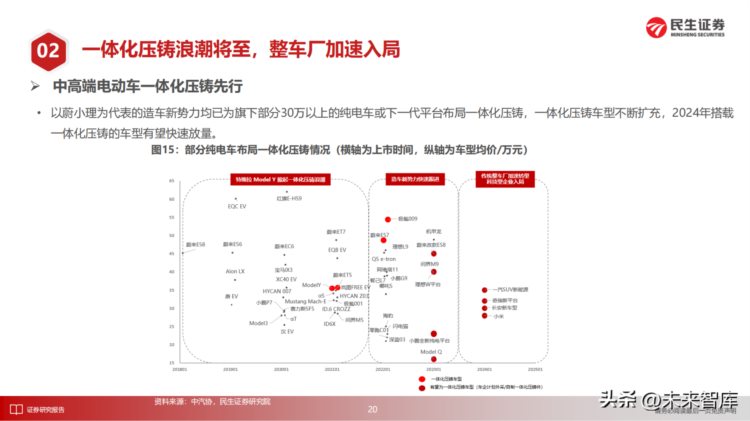
特斯拉引领行业发展,整车厂加速布局一体化压铸。除特斯拉外,布局一体化压铸的企业包括:1)新势力车企:蔚来、小鹏、理想、 华为小康、小米、高合等;2)国际品牌车企:沃尔沃、大众、 奔驰、福特等;3)自主品牌:长城、长安、一汽、吉利、东风等。结 合压铸机引进时间来看,我们预计2024年市场有望迎来一体化压铸车型上市热潮。
特斯拉是最早提出并进行一体化压铸的整车厂企业,处于领先地位
Model Y 后底板和前舱已落地,计划实现下车体零部件全替换。2020年4月,马斯克宣布将从意大利工程公司IDRA(IDRA自2009年 起,就将发展方向锁定为向更大型整车一体化压铸解决方案布局)购买当时世界上最大的两台铸造机,用来制造Model Y后车底部分, 同年10月,特斯拉公布上海正在安装3台超级大型压铸机。 目前Cybertruck 后底板9000T设备已到位,12000吨的压铸机正在研发。
3、一体化压铸上游壁垒较强,中游先行者先发优势明显
压铸企业及整车厂纷纷采购上游设备及材料,一体化压铸产业链逐步扩大
一体化压铸产业链较长,上游由免热处理铝合金材料厂商、压铸机和压铸模具厂商组成,中游为第三方压铸厂和自建产线的整车厂,下 游直接对接主机厂。跟进特斯拉一体化压铸技术的主机厂一般有两种模式,一种是购置压铸岛、设计产线自己生产,另一种是和铸造厂 合作。随着行业需求迸发,较多压铸甚至冲压企业购入大型压铸机布局一体化压铸,部分整车厂自购压铸机进行试生产,产业链逐步扩 大。
一体化压铸上游壁垒较强,压铸企业良率提升需积累较高know how
受上游设备、材料,以及中游压铸工艺等多方面技术限制,一体化压铸大型结构件产品的良率提升难度较大。一体化压铸件相比普通压 铸件体积更大、形状更复杂,需采用超大型压铸机、定制化模具、免热处理铝合金材料,同时在生产中需对真空环境、压射、冷却等环 节严格把控,全流程品控与稳定性要求较高的know how,具有较高的技术壁垒。
材料:免热合金延展率大幅影响良率,国内企业加速突破
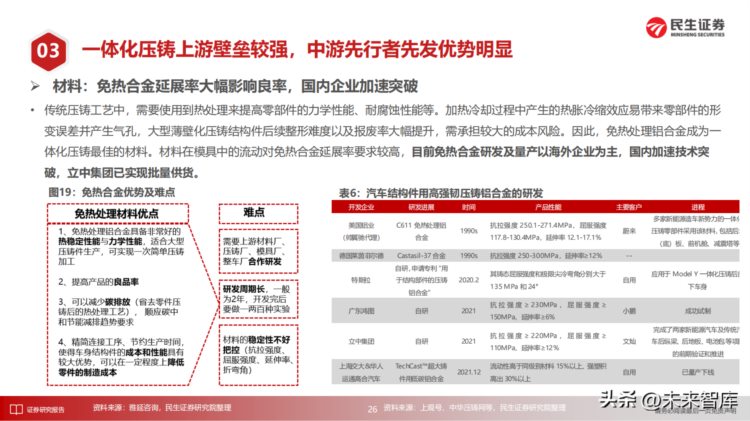
传统压铸工艺中,需要使用到热处理来提高零部件的力学性能、耐腐蚀性能等。加热冷却过程中产生的热胀冷缩效应易带来零部件的形 变误差并产生气孔,大型薄壁化压铸结构件后续整形难度以及报废率大幅提升,需承担较大的成本风险。因此,免热处理铝合金成为一 体化压铸最佳的材料。材料在模具中的流动对免热合金延展率要求较高,目前免热合金研发及量产以海外企业为主,国内加速技术突 破,立中集团已实现批量供货。
设备:超大型压铸机稀缺,力劲引领大吨位压机趋势
一体化压铸对压铸机的锁模力、模板尺寸、压射量、压射压力以及速度控制等有更高要求,大吨位压铸机设备是实现一体化压铸的关 键。大型汽车结构件的特征决定了其生产工艺为真空压铸,真空技术需要利用大吨位压铸机高速高压推动铝汤完成充型,一般要求压 铸机具有大吨位和合模力、高压射重复性(CPK大于1.66)、短的填允时间、高的压射速度(10m/s)、合模和压射端的稳定和牢固设 计等特点,以保障一次性压铸成型结构件的强度和量产效率。大型压铸机还需要在快速的大规模生产过程中保持高良率,实现生产部 件的一致性和稳定性,压射过程中的压力及速度控制较为关键,需要较高的know-how。
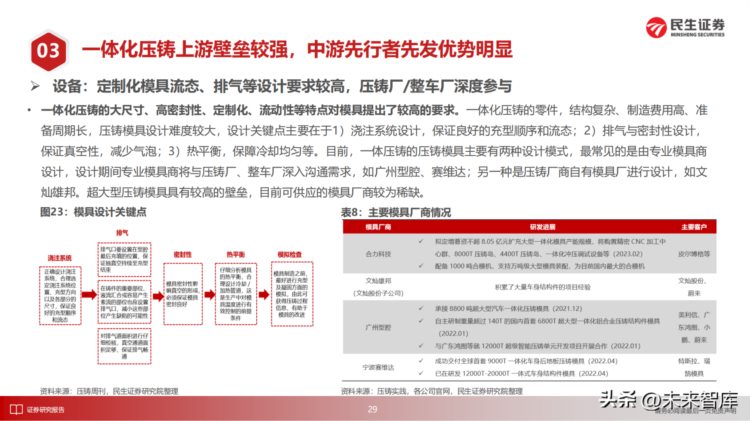
设备:定制化模具流态、排气等设计要求较高,压铸厂/整车厂深度参与
一体化压铸的大尺寸、高密封性、定制化、流动性等特点对模具提出了较高的要求。一体化压铸的零件,结构复杂、制造费用高、准 备周期长,压铸模具设计难度较大,设计关键点主要在于1)浇注系统设计,保证良好的充型顺序和流态;2)排气与密封性设计, 保证真空性,减少气泡;3)热平衡,保障冷却均匀等。目前,一体压铸的压铸模具主要有两种设计模式,最常见的是由专业模具商 设计,设计期间专业模具商将与压铸厂、整车厂深入沟通需求,如广州型腔、赛维达;另一种是压铸厂商自有模具厂进行设计,如文 灿雄邦。超大型压铸模具具有较高的壁垒,目前可供应的模具厂商较为稀缺。
工艺:排气+冷却为核心,高良率要求高know-how
压铸工艺效率高,但易产生气泡。传统的压铸工艺由四个步骤组成,包括模具准备、填充、注射以及落砂,使液态金属在加压条件下 注入模具,模具可以重复利用。压铸将液态金属浇注到模具中成型,效率高且适用于复杂结构零件,但容易产生气泡。 一体化压铸过程中出现的气泡易导致压铸件塑性低、强度降低、抗冲击性下降等,降低良率,因此要求压铸环境为30mbar以下的超 高真空。真空压铸通过抽取压铸模具型腔内的气体使得:1)气孔率大大降低;2)铸件硬度高,微观组织细小,从而保障压铸件力 学性能。利用真空压铸技术,气泡在热处理过程中引起的气泡缺陷问题可得到控制。真空压铸技术分为普通真空压铸(100- 250mbar)、高真空压铸(50-100mbar)、超真空压铸(<50mbar)。
真空压铸通常包括铝材熔融、浇注、型腔真空排气、压射、冷却、成型脱模、去毛刺、喷涂、模具清理、合模等多个步骤,其中真空排气、压射、冷却是压铸工艺的关键。为了保证一体化压铸产品大规模生产过程中的高良品率﹑铸件一致性与稳定性,必须精准控制铝液充型温度、压铸速度和压力,维持模具温度场的稳定,避免凝固过程中发生变形等缺陷。除排气、压射外,模具温度控制及冷却过程对产品定型、力学性能平衡、降低次品率较为关键,要求严格的工艺规章和深度的经验累积,一体化压铸先发优势明显。
一体化压铸工艺壁垒较高,中游压铸企业加速布局
目前国内铝合金压铸件市场竞争格局分散,压铸件大型化趋势下行业集中度有望提升。 从铝合金压铸行业竞争格局来看, 2021年国内CR5公司市占率均仅在 2%-4%,头部地位不显著,预计产能规模靠前及客户优质的 企业未来将在规模化效益以及盈利空间方面获得较大竞争优势。铝合金压铸件在汽车上的应用逐步呈大型化、整体化趋势,已有新能 源厂商使用更大吨位的压铸机,整合汽车零部件的生产、减少制造工序,以实现降本增效。随着设备和研发投入增长,预计行业集中 度有望大幅提升。
报告节选:

























(本文仅供参考,不代表我们的任何投资建议。如需使用相关信息,请参阅报告原文。)
精选报告来源:【未来智库】「链接」
