
金属增材制造行业研究:方兴未艾,星辰大海
(报告出品方/作者:中信建投证券,黎韬扬)
一、增材制造—先进制造业技术,传统制造业重要补充
增材制造(Additive Manufacturing, AM, 俗称“3D 打印”)是具有颠覆性的先进制造技术。增材制造以三 维数字模型为基础,将材料通过分层制造、逐层叠加的方式制造出实体零件。增材制造从原理上突破了复杂异 型构件的技术瓶颈,实现材料微观组织与宏观结构的可控成形,从根本上改变了传统“制造引导设计、制造性 优先设计、经验设计”的设计理念,真正意义上实现了“设计引导制造、功能性优先设计、拓扑优化设计”转变。 目前,增材制造已经广泛应用于医疗、航空航天、传统制造业、汽车、牙科等领域。
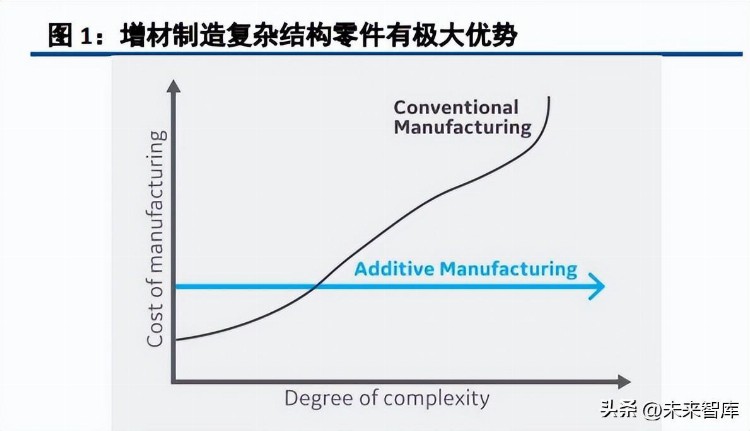
金属增材制造(Metal Additive Manufacturing)是增材制造的重要分支,拥有传统精密加工技术无法比 拟的巨大优势。根据铂力特定增说明书,相较于传统精密加工,金属增材制造具有以下优点: (1)产品研发及实现周期短。增材制造技术无需模具支撑,一般仅需要简单装配即可投入使用,相较于 传统工艺开发产品的流程大大缩短。 (2)可高效成形更为复杂的结构。3D 打印的原理是将复杂的三维几何体剖分为二维的截面形状来叠层制 造,故可以实现传统精密加工较难实现的复杂构件成形,提高零件成品率,同时提高产品质量。对于增材制造 来讲,结构复杂程度的增加基本很少增加成本,而传统制造方式的成本会随着结构复杂度的提高而增加。 (3)实现一体化、轻量化设计。金属增材制造可以优化复杂零部件的结构,在保证性能的前提下,将复 杂结构经变换重新设计成简单结构,从而起到减轻重量的效果,增材制造也可实现构件一体化成形,从而提升 产品的可靠性。根据《Metal Additive Manufacturing》,在这个由增材制造的支架中,相比于传统制造的支 架重量减少了 60%,而机械强度和刚度保持不变。 (4)材料利用率高。金属增材制造可节约大量材料,特别是对于较昂贵的金属材料,可较大节约成本。 (5)实现优良的力学性能。基于 3D 打印快速凝固的工艺特点,成形后的制件内部冶金质量均匀致密, 无其他冶金缺陷;同时快速凝固的特点,使得材料内部组织为细小亚结构,成形零件可在不损失塑性的情况下 使强度得到较大提高。
金属增材制造与传统精密加工技术互为补充,增材制造更适合款多量少的定制化产品。当前,金属增材制 造在可加工材料种类、加工精度、表面粗糙度、加工效率方面逊于传统精密加工,在大规模生产上成本处于劣 势,因此增材制造的主要应用场景为:小批量、复杂化、轻量化、定制化、功能一体化零部件制造。此外,增减材复合制造技术是当前金属增材制造工艺的研究方向。通过与机器人、数控机床、铸锻焊等多工艺技术相集 成,可提升金属增材制造的成型效率和精度,解决金属增材制造复杂结构件难于进行后续机械加工的难题。
二、 金属增材制造技术以 PBF、DED 为主要路线
根据铂力特定增说明书,七种基本的增材制造工艺中,金属 3D 打印工艺原理主要为粉末床熔融(PBF, 俗称铺粉工艺)和定向能量沉积(DED,俗称送粉工艺)两大类别,采用这两类工艺原理的金属 3D 打印技术 都可以制造达到锻件标准的金属零件。根据 AMPOWER,以营收计算,2021 年 PBF、DED 各占据 83.8%和 9.1%的市场份额。且预计到 2026 年,PBF、DED 将各占据 74%和 8.6%的市场份额。
2.1 粉末床熔融(PBF):打印效率和成品精度高
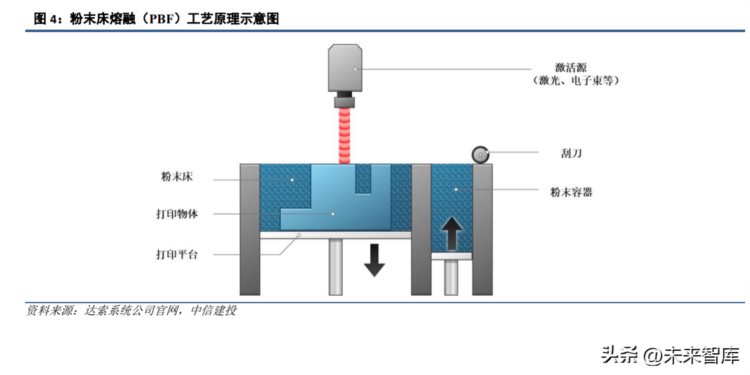
根据 GB/T 35021-2018,粉末床熔融(Powder Bed Fusion, PBF,铺粉工艺)是指通过热能选择性融化/烧 结粉末床区域的增材制造工艺。激活源主要是激光、电子或红外灯产生的热能。原材料主要是各种粉末(如热 塑性聚合物、纯金属或合金、陶瓷等)。常见用于金属制造的 PBF 技术包括激光选区熔融(Selective laser melting, SLM)、电子束熔融(Electron Beam Melting, EBM)等。
2.2.1 SLM 技术—应用最广泛的金属增材制造技术
SLM 是目前应用最广泛的金属增材制造技术,广泛用于制造航空航天、汽车模具等领域的精密零部件。 SLM 打印制件可以同时具有宏观的复杂结构与独特的微观组织。相较于 SLS 技术,SLM 技术能够完全熔化金 属,成型精度和力学性能更高。SLM 成形技术通常采用粒径在 30µm 左右的细粉末作为原材料,通过涂布机刀 片将这种金属粉末以非常薄的层分布在整个基材或积层板上,利用高能量激光束逐层选择性地完全熔化金属粉 末,通过逐层的铺粉--熔化--凝固堆积的方式,制造三维实体零件。
根据铂力特定增书,SLM 技术实现过程为:计算机将物体的三维数据转化为一层层截面的 2D 数据并传输 给打印机,打印过程中,在基板上用刮刀铺上设定层厚的金属粉末,聚焦的激光在扫描振镜的控制下按照事先 规划好的路径与工艺参数进行扫描,金属粉末在高能量激光的照射下其发生熔化,快速凝固,形成冶金结合层。 当一层打印任务结束后,基板下降一个切片层厚高度,刮刀继续进行粉末铺平,激光扫描加工,重复这样的过 程直至整个零件打印结束。
SpaceX 使用 SLM 技术制造二代龙飞船引擎室,解决了复杂结构制造、缩短火箭发动机交货期、降低制 造成本。据 VoxelMatters,SpaceX 公司开发的新一代 Dragon V2 载人飞船的 SuperDraco 引擎的制造中应用了 EOS 提供的 SLM 打印设备。SuperDraco 引擎的冷却道、喷射头、节流阀等结构复杂程度非常高。SLM 在制造 过程中表现了以下优点:1)解决了复杂结构制造问题;2)实现了材料的高强度、延展性、抗断裂性和低可变 性等优良属性,能够满足极端高温高压的严苛要求;3)显著缩短火箭发动机交货期,并降低制造成本。
2.1.2 EBM 技术——基于电子束的新兴增材制造技术
电子束熔融技术(Electron Beam Melting)是新兴的先进金属增材制造技术,已广泛应用于快速原型制作、 快速制造、工装和生物医学工程等领域。根据华融普瑞(北京)科技有限公司官网,其工艺过程为:将零件的 三维实体模型数据导入 EBM 设备,然后在 EBM 设备的工作舱内平铺一层微细金属粉末薄层,利用高能电子 束经偏转聚焦后在焦点所产生的高密度能量使被扫描到的金属粉末层在局部微小区域产生高温,导致金属微粒 熔融,电子束连续扫描将使一个个微小的金属熔池相互融合并凝固,连接形成线状和面状金属层。
EBM 技术应用助力航空航天零部件生产发展,减轻发动机零部件重量,提高燃油效率,并且有效提高增 材制造技术在航空航天领域的渗透率。EBM 技术利用高功率电子束在受控环境中快速生产没有残余应力的零 件,EBM 技术制造的 TiAl 叶片的重量只有传统镍合金涡轮叶片的一半。根据凤凰新闻,由 GE 航空公司为波 音新型 777X 宽体喷气机开发的 GE9X 发动机预计将受益于 TiAl 叶片的重量减轻,因为与前代产品 GE90 相比, 它可以降低 10%的燃油消耗。P&W 公司(Pratt & Whitney Group)作为美国最大的两家航空发动机制造公司之 一,利用 EBM 技术完成了核心同步环支架,过去利用金属增材技术制造的大多是静止件,2018 年他们用了整 体叶盘(发动机上非常重要的转子件),开启了金属增材制造技术在转动件上的应用。
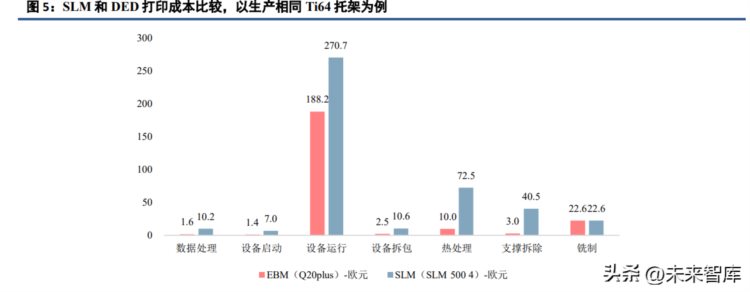
SLM 精度高但速度慢,EBM 精度略低但速度高成本低,两种不同的技术路线就是在精度和效率之间的权 衡,根据不同的应用场景进行选择不同的技术路线。《Metal additive manufacturing in the commercial aviation industry: A review》指出,SLM 更高的沉积精度是以较低的沉积速率为代价的,SLM 沉积速率通常在 0.1kg/h, 而 EBM 速度可达数倍;此外相比于 SLM,EBM 无需后加工处理残余应力。 根据 GE Additive 公司官网,以生产同款 Ti64 托架为例,整个打印过程分为七个步骤,相比于 SLM,EBM 在几乎所有步骤里都存在很明显的成本优势,特别是在设备运行、热处理与支撑拆除方面。(1)设备运 行:设备运行期间的成本明显被粉末的价格所影响。而在这个例子中,这 EBM 所使用的粉末成本比 SLM 所采 用的粉末成本低 49%(EBM 粉末成本 79 欧元,SLM 粉末成本 155 欧元),而且紧密叠加的概率与 EBM 更高 的熔融率也有助于成本的降低;(2)热处理:由于 EBM 本身就是一种热处理方式,因此对于这个托架来讲不 需要热处理来清除应力;(3)支撑拆除:EBM 的支撑能够很轻易的移除,因此其拆除成本很低。
2.2 定向能量沉积(DED):打印效率高,精度逊于 PBF
根据 GB/T 35021-2018,定向能量层积(Directed Energy Deposition, DED)是指利用聚焦热将材料同步熔 化沉 积的增材制造 工艺。激活源主要有激光、电子束、电弧等,常见技术包括激光同步送粉技术 (LENS/LMD/LSF)、电子束熔丝沉积成形(EBDM/EBAM/EBF)、电弧熔丝增材制造(Wire and Arc Additive Manufacturing, WAAM)等。
相较于 PBF 技术,DED 打印效率更高但精度略逊色。根据《Metal Additive Manufacturing》,PBF 的打印 沉积速率为 5-20cm3 /h,而 DED 打印沉积速率为 500-4000 cm3 /h。但打印精度方面 DED 远逊于 PBF,且 DED 需要真空环境或使用惰性气体保护。即需要在打印速度和精度之间寻求平衡。因此 DED 主要应用在:1)需要 进一步后加工的零件成型(近净成型);2)在已有结构件上自由打印特定结构;3)高价值零部件维修。
2.2.1 激光近净成形(LENS)——DED 中研究应用最广泛的技术
激光近净成形技术是无需后处理的金属直接成形方法,也是 DED 中研究和应用最广泛的技术。该技术名 称繁多:激光近净成形(Laser Engineered Net Shaping, LENS)、激光金属熔覆沉积(Laser Metal Deposition, LMD)、激光立体成形(Laser Solid Forming, LSF)。该技术不仅能直接打印出三维金属零件,还能在已有零 件上进行打印。因此在制造或修复高附加值的产品,比如航空发动机或机床部件中得到广泛应用。根据铂力特 定增说明书,该技术的原理为:聚焦激光束在控制下,按照预先设定的路径,进行移动,移动的同时,粉末喷 嘴将金属粉末直接输送到激光光斑在固态基板上形成的熔池,使之由点到线、由线到面的顺序凝固,从而完成 一个层截面的打印工作。这样层层叠加,制造出接近实体模型的零部件实体。
LENS(激光近净成型)技术能够实现梯度材料、复杂曲面修复,在大型器件的修复上正不断地发挥作用, 是链接传统制造与 3D 打印的桥梁。LENS 技术主要应用于航空航天、汽车、船舶等领域,可以实现金属零件 的无模制造,节约成本,缩短生产周期。根据 OPTOMEC 公司和《Metal Additive Manufacturing》,美国新墨西哥州的一家工厂曾使用 LENS 技术修复生产线上的齿轮,仅用 12 小时修复了以往需要 12 周以上进行替换的 齿轮零件。
2.2.2 电子束熔丝沉积成形(EBWD)——前沿 DED 技术,已用于先进战机制造
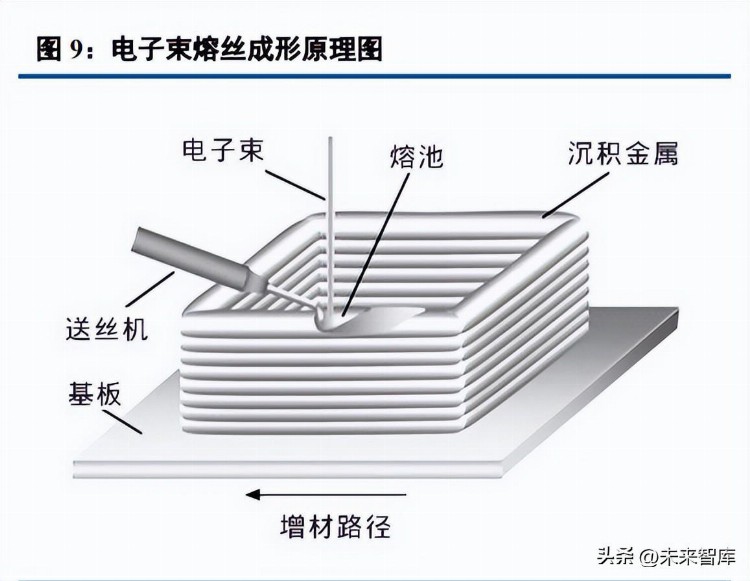
电子束熔丝沉积成形技术(Electron Beam Wire Deposition, EBWD)是以电子束作为激活源的前沿 DED 技术,具有速度快、成本低、打印尺寸大等优点。电子束熔丝沉积成形由 Dave、Matz 等人于 1995 年提出 (EBSFF),2002 年 NASA 兰利研究中心提出了 EBF 技术,2009 年 Sciaky 推出相关产品(EBAM/EBDM)。 中航工业北京航空制造工程研究所于 2006 年开始相关研究(EBWD),开发的最大的电子束成形设备真空室 46m3,有效加工范围 1.5m*0.8m*3m,采用电子束熔丝成形制造的钛合金零件在国内飞机结构上率先实现了装 机应用。基于中国商飞对电子束熔丝增材制造技术在飞机制造领域应用的前瞻性判断,北京民用飞机技术中心 向西安智熔订购了 ZCompleX3 型电子束熔丝增材制造系统,并于 2022 年完成交付。
根据 Sciaky 公司官网,Sciaky 公司推出的 EBAM 技术实现了沉积速率大幅提升。EBAM 沉积速率达到了 18.2kg/h,比基于激光的 DED 技术路线高出了 1 个数量级,超过 PBF 技术路线 2 个数量级,由此可见该类技术 在沉积速率方面拥有绝对优势。
目前电子束熔丝增材制造技术在航空领域的应用比较广泛。根据《航空装备电子束增材制造技术发展及路 线图》,在国外,目前电子束熔丝增材制造技术已成功应用于空客 A320neo 飞机钛合金后上翼梁、F-35 飞机 翼梁等结构的制造,装有电子束熔丝增材钛合金零件的 F-35 飞机已于 2013 年初试飞。在国内,为满足发动机 双性能盘的需求,北京航空材料研究院电子束熔丝增材制造了钛合金双合金离心叶轮,叶片部位能够满足 600 ℃ 使用要求,盘心部位具有更高的强度。中国航空制造技术研究院采用电子束熔丝增材制造了 TC4 钛合金飞机 框梁、TC18 钛合金滑轮架等结构件。
2.2.3 电弧增材制造技术(WAAM)——低成本高效率大尺寸的 DED 技术
电弧增材制造技术(Wire and Arc Additive Manufacture, WAAM)使用电弧作为激活源,是一种成本极 大降低的大尺寸高效率金属增材制造技术。WAAM 很适合打印数米大小的零件,很适合成形对激光反射率高 的材质(如铝合金、铜合金)。根据铂力特定增说明书,WAAM 的优点为:(1)高效率,每小时沉积效率可 达数十公斤;(2)低成本,原材料价格便宜,整体打印周期短;(3)柔性化,无需模具,自由度高,易于实 现自动化、智能化控制;(4)响应速度快,适合小批量个性化。WAAM 的工作原理为:利用逐层熔覆原理, 采用熔化极惰性气体保护焊(MIG)、钨极惰性气体保护焊(TIG)以及等离子体焊接电源(PAW)等产生的 电弧为热源,以金属丝材为原材料,在程序的控制下,根据三维数字模型由线-面-体逐渐成形金属零件。
WAAM 打印精度较低,但是打印尺寸较大。根据《Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM)》,本质上 WAAM 与工艺焊接非常接近,因此会出现裂纹、孔隙、飞溅等情况。 WAAM 热输入累积较大,零件表面精度较低,需后加工以控制精度。WAAM 的特点让其很适合以高价值的材 料制造中等复杂程度的大尺寸零件。由于拓扑优化结构能够在保持构件的性能以使其性能最大化,因此他正逐 渐运用于航天与汽车领域当中。传统工艺制造拓扑优化构件很昂贵,材料利用率低且交货时间长,因此 WAAM 工艺在生产拓扑优化构件中有巨大的潜力。
WAAM 技术发展迅速,在船舶和航空航天行业广泛应用。根据《航空航天用电弧熔丝增材制造研究综 述》,挪威 Norsk Titanium 公司制备了长度达到 1 m 的钛合金零件,在 TC4 钛合金板材上增材带有肋条的特征, 然后经过机加得到最终构件,整个过程材料利用率在 30% 左右,增材后构件的力学性能与锻件一致。该公司 的钛合金电弧熔丝增材制造技术于 2016 年获得了美国联邦航空管理局技术成熟度 8 级认证。欧洲宇航局与英 国 Cranfield 大学焊接与激光研究中心合作,采用电弧熔丝增材方式制备了钛合金飞机机翼翼梁、航空发动机 轮盘等航空航天用大型构件,丝材的利用率高达 90% ,且成形效率高、缺陷少,尺寸为 1.2 m 的钛合金机翼增 材制造只需 37 h 。2019 年,RAMLAB 生产出世界首个金属 3D 打印的全尺寸船舶螺旋桨原型,名为 WAAM peller。WAAM peller 直径为 1.35 米,重 400 公斤,它很好地展示出了 RAMLAB 3D 打印机的打印能力,其可 打印的最大尺寸达 7*2*2 米。同年,Thales Alenia Space、克兰菲尔德大学和 Glenalmond Technologies 公司组成 的团队成功地通过 WAAM 技术制造了第一个全尺寸钛压力容器原型,将用于未来空间探索载人任务。
2.3 PBF 技术打印成品小而精,DED 打印成品大但相对粗糙
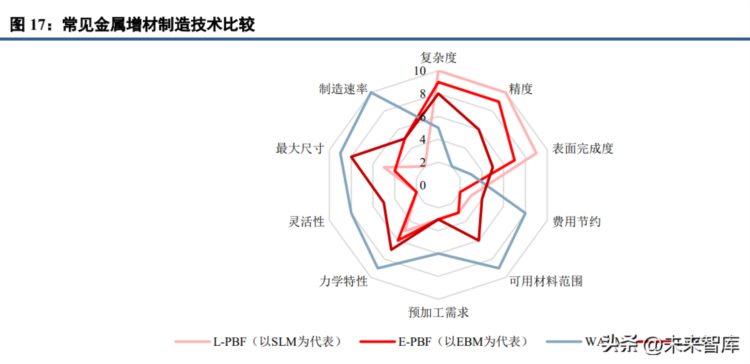
PBF 和 DED 两大类技术应用场景不同,优势互补。PBF 技术一般用于轻型 3D 打印技术,专注于打印传 统技术无法企及的极端复杂结构,制作成品精度较高,适合小批量、定制化的生产特点。DED 一般用于重型 3D 打印技术,可每小时公斤级的打印效率,打印尺寸范围较大,方便多材料打印。根据《Metal additive manufacturing in the commercial aviation industry: A review》,SLM 技术能保证打印成品的精度,它能完成更高 复杂程度的产品,并最终得到较高的表面完成度,但是其成形尺寸等较小且打印灵活性差,且打印效率极低。 WAAM 技术在制造速率、打印最大尺寸、灵活性、打印件力学性能、预加工需求、可用材料、打印费用等均 具有较为明显的优势,但是通过这种工艺打印出来的成品的精度差,表面粗糙。EBM 技术整体和 SLM 技术表 现相当,但是采用电子束作为热源能明显提升打印效率,但是相对于 SLM 来讲,其表面精度等也无法得到保 障。LENS 技术整体表现比较中庸,在各个方面都能兼具到,但是不突出。
三. 金属增材:向着多材料、高效率、高精度、大尺寸、智能化、国 产化率提高、渗透率提高、增减材一体化、无支撑、系统级制造等趋 势发展
作为新兴工艺,通过降维成二维烧结逐层堆叠的加工模式,增材制造具有传统的减材制造不具备的优势, 因此其逐渐被人们重视,各国纷纷出台产业政策扶持,行业进入快速发展期。未来发展趋势如下: 1)多材料:多材料包括可打印材料的多样化以及多材料混合打印两个方面; 2)高效率与高精度:金属增材制造效率有待进一步提升,打印效率和打印精度是增材制造技术两个难以 兼顾的目标,未来希望能在高精度制造的情况下实现高效率增材制造; 3)大尺寸:进一步增大可打印尺寸是当前增材制造装备的发展趋势,目前增材制造装备成形尺寸已经步 入“米”级时代; 4)智能化:增材制造工艺需要进行质量控制,需要高度训练有素的技术人员来启动、监测和拆除组件, 未来需要实现增材制造的智能化与自动化; 5)国产化率提高:由于我国的 3D 打印设备公司对于软硬件存在不同程度的进口依赖,因此推进核心器 件(主要指:激光器、振镜以及工业软件)国产化至关重要; 6)渗透率提高:加强金属 3D 打印定制化产品在一般工业领域渗透,提高 3D 打印可运用场景,并使其在 已经引入增材制造的下游领域中增加 3D 打印的使用占比; 7)增减材一体化:增减材复合制造技术结合了增材近净成形和减材保证精度的优点,适合高精度复杂型 面及具有内孔内腔零件的一体化制造和修复再制造; 8)无支撑 3D 打印:支撑结构的存在会降低模型的表面质量,且去除支撑需要的后处理会提高成本,无 支撑 3D 打印能降低材料浪费以及提高模型质量; 9)系统级制造:系统级制造就是指对于整个系统部件基于增材制造设计制造,而不单单只通过 3D 打印 技术打印出个别零部件。由于增材制造相比于传统工艺能够更好的制造复杂构件,且系统级制造应用越来越多, 其已经成为增材制造技术的一大趋势。
3.1 多材料:增加可打印材料多样性,实现多材料混合打印
可打印材料的多样性:与传统冶金用金属粉末相比,增材专用金属粉材性能指标要求较高,生产工艺有明 显区别。增材专用粉材在颗粒尺寸、粒度分布和氧含量等方面要求更加严苛,因此可用于增材制造当中的金属 打印材料较少且价格高昂。根据《Metal Additive Manufacturing》,传统制造方式可用铁合金超过 1000 种,但 能用于增材制造的铁合金非常稀少;而对于铝合金,传统制造方式和增材制造可使用材料之比约为 600:12。 此外,相对较少的合格的金属增材制造粉末的成本比铸造、机械加工和其他传统制造业所采用的原材料成本高5-10 倍。造成这一问题的一个原因是增材制造原材料供应商之间缺乏竞争。另一个原因是产量低,全球金属增 材制造材料的销售总额每年不到 4 亿美元。 可打印材料种类不足限制了增材制造在下游产业的应用空间,因此金属 3D 打印专用材料的开发在未来的 很长一段时间里将是重要的研究领域。另外,单一材料也在向复合材料发展,不仅赋予了材料多功能性特点, 而且拓宽了增材制造技术的应用领域。根据 Wohlers Associate,金属增材制造粉末市场在 2021 年开始复苏,其 主要推动力是航空航天和生物医药行业。3D 打印设备制造商,服务提供商等已经对很多种合金进行了鉴定。 这些材料包括镍、铜、铝、钛合金以及特种钢。例如:Tekna 与 Aperam Alloys 合资推出了 Ni-718、Ni-625 和 Ni-HX。在德国法兰克福举行的 Formnext 2021 展会上,Constellium 公司公布了用于激光 PBF 系统的 Aheadd 系列合金。这些合金能带来更高的生产率并且后处理更加简便。Aheadd CP1 材料是一种用于代替标准铝合金 的 Al-Zr-Fe 合金。
根据《航空航天高性能金属材料构件激光增材制造》,钛基材料因具有优异的比强度、耐蚀性和生物相容 性而被广泛应用于航空航天、生物医疗、食品化工等领域。而铝基材料良好的铸造性能和焊接性能,故对 SLM 这类经历粉末熔化/凝固冶金热物理过程的增材制造工艺表现出了良好的成形性能,两者都是激光增材 制造经常采用的金属材料。其中能用于激光增材制造铝合金及其复合材料有:AlSi1
